

Технические характеристики
| Наименование параметра | Данные |
|---|---|
| Номинальное усилие, кН | 400 |
| Число позиций в инструментальном магазине, шт. | 7 |
| Наибольший диаметр пробивки, мм. | 32 |
| Максимальная толщина материала, мм. | 12 |
| Максимальная ширина материала, мм. | До 250 |
| Наибольшая длина заготовки, мм. | До 12000 (по заказу) |
| Число пробиваемых отверстий в минуту при шаге 100 мм. | 30 |
| Количество одновременно управляемых координат от ЧПУ, шт. | 3 |
| Тип ЧПУ | NC200 |
| Наличие перехвата заготовки на оси Х | да |
| Ширина реза за один ход ползуна, мм. | 32 |
| Привод ползуна | Гидравлический |
| Привод кареток | Электрический |
| Наличие механизма метки под гибку | да |
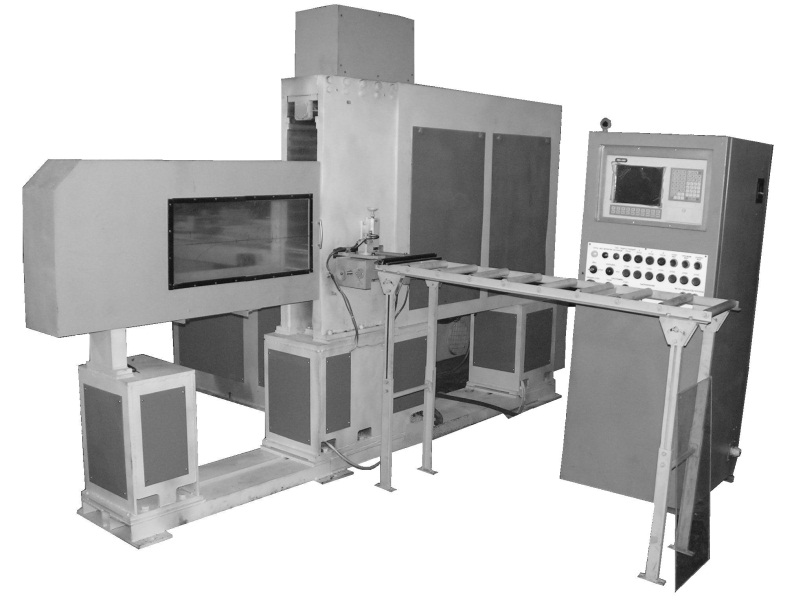
Пресс предназначен для последовательной пробивки различных по размерам отверстий в деталях типа «шина» длиной до 6000 мм, а также для разделения обработанной заготовки шины на отрезки требуемой длины.
Отрез заготовки производится пуансоном (за несколько перемещений, в зависимости от ширины заготовки).
Пресс имеет три одновременно управляемых координаты (перемещение шины, перемещение инструмента поперек шины и выбор инструмента). Координата Х – перемещение заготовки (полосы) вдоль её продольной оси; координата У -–перемещение силового гидроцилиндра в направлении перпендикулярном продольной оси заготовки; координата Z – выбор инструмента.
Девять комплектов быстросменного инструмента, автоматически при установке выдерживают высокую точность соосности пуансона и матрицы. На прессе используется ЧПУ NC201M. Инструмент состоит из пуансона, матрицы и прижима-съемника. Зазор между пуансоном и матрицей выбирается в зависимости от толщины и марки материала.
Заготовкой служит полоса шириной до 180 мм с толщиной до 12 мм и длиной до 6 метров.
Полоса оператором по рольгангу устанавливается до упора и зажимается захватами каретки Х. О-образная скоба с семью равнорасположенными блоками инструмента (пуансон, матрица, прижим) из исходного положения по команде от УЧПУ (координата Z) перемещается в направлении перпендикулярном продольной оси в заданную точку.
В эту же точку по оси У перемещается силовой гидроцилиндр и устанавливается на одной оси с пуансоном. Каретка Z с инструментом не фиксируется жестко в этом положении, а удерживается включенным электроприводом.
После отработки заданных перемещений координатами Х, У и Z дается команда на ход штока цилиндра и вырубается отверстие.
Далее циклы пробивки повторяются до перехвата заготовки. С помощью нескольких перехватов обрабатывается вся заготовка длиною 6 метров. На такой длине заготовки может располагаться несколько одинаковых или разных изделий.
На прессе предусмотрены режим отрезки изготовленной детали от заготовки и специальный инструмент для нанесения меток для последующей гибки.